

Sign up for the Powder & Bulk Solids Weekly newsletter.
Reducing or Eliminating Arching in Hoppers
November 20, 2008
5 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Reducing or Eliminating Arching in Hoppers")
By Rohit Viegas and Harry Katzarov
Over the last few decades, the dry processing industry has seen major improvements in the equipment used to handle, convey, and mix powders. Bulk bags are the most common means used by manufacturers to carry large quantities of powder from the source to processing factories for further use. This is largely because they are the easiest and cheapest method of delivery.
|
Figure 1: Arching in a hopper |
However, unloading these bulk bags efficiently poses a formidable task. Companies worldwide have devised a number of methods to empty bulk bags. The most common practice is to empty bulk bags into bins or hoppers before the powder is conveyed—using screw or belt conveyors—to locations where they are further processed. Bulk material held in a bin or conveyor over a period of time affects the flowability of the powder. This characteristic of the powder can be severely affected depending on its particle size, shape, and specific gravity.
One of the major problems affecting storage of bulk powders in hoppers is arching and bridging, as illustrated in Figure 1. Solids are not like fluids; they have shear strength and cohesive energy between particles to form sturdy masses. The problem of arching in hoppers is the perfect example of this theory. Arching is caused when forces acting on the particles at the walls of the hopper equal the internal strength of the mass of powder particles. Arching is a phenomenon more common among powders that have a tendency to cake and pack, like aluminum trihydrate.
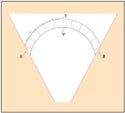
It is important to understand the structure of an arch and its load-bearing capabilities. The arch is made of millions of particles supporting one another along a curve. Groups of such particles can be assumed to form voussoirs. Figure 2 illustrates an arch made up of a number of such voussoirs. Under conditions of equilibrium, the mutual thrust T, between two adjacent voussoirs at any point of the curve, must be tangent to the curve. However, at the crown of the arch the thrust T should balance the resultant V of the vertical forces acting on a voussoir. This arch-shaped structure formed inside the hopper is nothing but an inverted catenary, which has formed the basis for many stable bridges, buildings, and tunnels.
|
Figure 2: Inverted catenary arch formed inside a hopper |
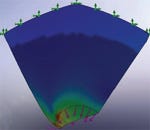
The arch doesn’t remain stable if the thrust forces at the crown are unequal, which are engendered by unequal forces acting at the bottom of the arch, resulting in collapse and maintaining a continuous flow of materials, as illustrated in Figure 3.
|
|
Figure 3: Profile of powder in hopper and stress distribution of arch formed in hopper |
From the above discussion we can conclude that an eccentric centered conical hopper, or a tetrahedral one with different sloping angles, is needed to eliminate arching in a hopper and encourage free-flowing materials. This design becomes increasingly effective when handling lightweight materials. Lightweight materials, like glass bubbles used as additives in making floatation devices like buoys and other low-density paint coatings, can be handled with great results.
In order to prevent and eliminate arching in hoppers, a thorough understanding of the material stored in the hopper is critical. Some of the important properties of the powder to be considered include flow characteristics like particle size, shape, and friction coefficient. Other factors to consider include: operating environmental conditions such as humidity and temperature; chemical compatibility with the material in the hopper such as corrosion and contamination; and discharge opening size, which determines the rate of discharge.
Hoppers should be designed to accommodate the efficient entry and discharge of materials. A common solution to the arching problem is a larger discharge outlet. A larger outlet can be a suitable solution for coarse powders, but the amount of success is limited with sticky fine powders. One can also keep a smaller outlet on the hopper and retain a conventional screw design by incorporating a hopper with the right design and avoid investing in expensive agitators, air puffers, gas injection, etc.
The design of the hopper should not only focus on the movement of powder in and out of the hopper, but also consider its storage in the hopper to avoid arching. A number of studies on hopper angle have led to the conclusion that the most efficient angle for flow is between 45 and 70 degrees. However, a calculated choice of angle within this range doesn’t ensure the elimination of arching.
In conclusion, reducing or eliminating arching in hoppers can be obtained by considering the angle of storage and discharge opening size, a thorough understanding of the material, and by ensuring that the slopes of the hopper are unequal, thereby allowing all the material to flow to the bottom of the hopper for maximum efficiency.
For more information, contact Rohit Viegas, mechanical engineer, Gruber Systems Inc. (Valencia, CA), at [email protected] or 661-295-7307. Harry Katzarov has been the senior design engineer for Gruber Systems for 15 years and has more than 30 years’ experience in bulk handling and mixing. He can be reached at 661-295-7303. For more information on Gruber Systems, visit www.gruber-systems.com.
You May Also Like
Editor's Choice

.svg?width=300&auto=webp&quality=80&disable=upscale)

.svg?width=800&auto=webp&quality=80&disable=upscale)