Sign up for the Powder & Bulk Solids Weekly newsletter.
Miniaturization of Particles by Jet Milling with Superheated Steam
April 23, 2014
13 Min Read

click here to view full image
By Stephen Miranda, Netzsch Premier Technologies LLC
Micronization is the miniaturization of particles by jet milling with compressed air or other gas to a range of 2-200 microns (µm). For most dry grinding processes, 2µm is the practical limit of the technology.
Nanonization is the miniaturization of particles by jet milling with superheated steam. By using superheated steam as the grinding gas, a fluidized bed jet mill with this technology, can produce dry powders with median particle sizes in the range of 130 nanometers (nm), with 100% of the distribution finer than 400 nm.
This technology represents a quantum leap in particle size reduction by a dry grinding process and improves the jet milling process ten-fold. This technology uses steam to produce superfine particles; hence the new term – nanonization.
A primary goal of size reduction to the nanometer range is to improve product performance. This is usually due to the increased surface area that will be created by grinding finer. However, the impetus to develop new products is also huge. Innovation has driven many ceramics industry researchers to look to nanoparticles – materials ground to 200 nm and finer in size – to enhance product performance or unlock new applications for ceramic materials.
Production of nanoparticles using media milling was achieved many years ago, and the benefits are well documented. Nanoparticles are used to improve reactivity, provide increased surface area, and reduce material consumption (particularly with rare and high-value ingredients).
Media milling technology – the use of grinding beads (media) to break down larger particles into smaller ones — plays a significant role in many areas of ceramics processing. Media milling processes typically entail dispersing the materials into a suspension, using media mills for grinding or dispersing, then drying the suspension to recover the nanoparticles (in many cases, the final product is used as a suspension or slurry, and the drying step can be avoided).
Each successive process is energy intensive and can result in product contamination and wear on the equipment. These challenges have kept potential products from being produced in efficient commercial-scale manufacturing processes when a dry powder is ultimately needed. However, since dry processing was limited in its capacity to produce particles in the nanometer size range, wet processing was the only possibility.
The demand for finer dry powder products in the submicron or nanometer scale has led to the development of a new technology that allows real comminution in this range. Contrary to conventional dry fluidized bed jet mills, this new system uses superheated steam as the grinding gas. Superheated steam as the grinding gas in jet mills has been used for many decades in simple spiral or loop jet mills without an integrated air classifier. Until now it was not possible to produce a material with a well-defined upper particle size limitation. This new technology provides a mill with an integrated air classifier for the separation of the exact particle sizes, and hence the fineness of the product to be milled. "Nanonization" of solids in a dry process with a fluidized bed jet mill, with integral classification is now possible, with the added benefit of being energy efficient and economical.
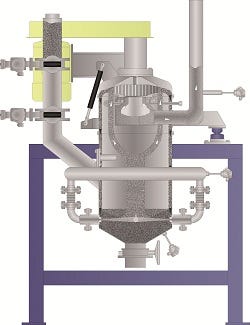
Cross section of a fluidized bed jet mill
Properties of Steam That Enhance the Jet Milling Process
Three key factors make steam fluidized bed jet milling successful and commercially viable:
1. Steam can be provided to a jet mill at very high pressures compared to air. At higher grinding pressures, higher jet speeds can be attained. At a pressure of 100 BAR absolute, the jet speed exceeds 1200 m/s. Compared to a near maximum of 600 m/s when using air, the kinetic energy at the nozzles is approximately four times higher. This increased grinding energy results in much finer size reduction in the milling process, therefore finer particles are available to the classifier.
2. As a medium for dynamic classification of particles, steam allows a finer cut size than air. The properties of steam, which has a lower dynamic viscosity and lower density than air, as well as a higher speed of sound than air, makes possible a higher flow velocity within a classifier wheel. Thus the acceleration forces acting on the material being separated is higher and the possible cut size is finer. In a jet mill, this means the particle size distribution of the product is finer.
The graphic below represents the forces at work in the classification process.
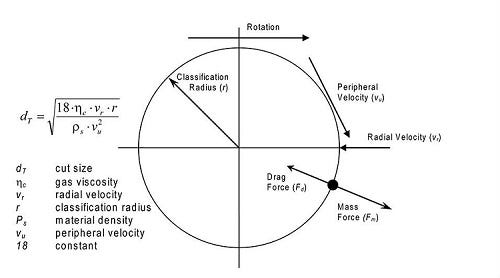
Effective forces of classification
3. Higher jet energy, as mentioned above, can also result in significant increases in capacity and improved energy efficiency. Jet speeds of 1200 m/s and the increase of the kinetic impact energy can also lead to a significant increase in mill throughput compared to air operation with comparable finesse. The increase in throughput is proportional to the increase in kinetic energy. For materials of the same particle size and with equivalent gas flow rates, throughput rates are increased by two to three times depending on the friability of the materials.
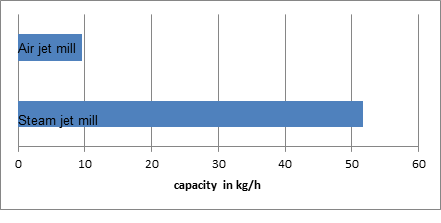
Capacity advantage using steam jet mill at the same fineness
Using Additives to Enhance the Jet Milling Process
As with any grinding process, whether it is a wet or dry process, fine particles have the tendency to re-agglomerate. The finer the particles are, the greater the risk of agglomeration occurring. In a dry grinding process when an air classifier is used to control the final particle size, this tendency has a negative effect on capacity and process efficiency. Classifiers do not recognize individual particles unless they are discrete. Large agglomerate, consisting of many fine particles, appears to the classifier as one large particle and is therefore rejected as oversize to be ground again. A fluidized bed jet mill is essentially a closed system. When the classifier rejects this agglomerate of particles it remains in the jet mill to be ground finer resulting in a reduced capacity. This process of grinding and re-agglomeration will continue unless some type of additive is used to modify the surface of the particles so they no longer re-agglomerate.
The positive effects of using a dispersing agent include an increase in capacity (at the same fineness) of three to four times, higher fineness, improved flowability, higher surface area, and reduced buildup inside the mill. Dispersing agents are used in small percentages, from 0.1 – 1%. A dispersing agent can be added to the mill as a dry powder or liquid, either directly into the fluidized bed or premixed with the feed, or metered according the throughput. In any case, the user must determine that the additive is compatible with the product and its end use.
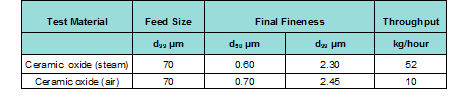
The following example illustrates the advantages in using a dispersing agent under identical grinding conditions. (note the improvement in fineness as well as capacity)
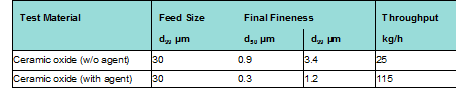
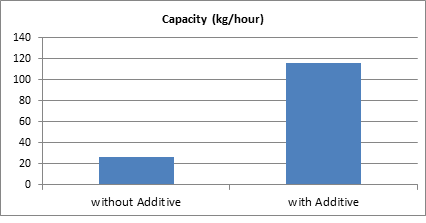
Advantages of using a dispersing agent
Using the Steam Jet Mill as a Dryer
No doubt the statement above will sound counter-intuitive – using 100% saturated gas to remove moisture from a material. Yet, this is possible, and it has been successful. Testing has been done with material up to 50% moisture content and the end result was reduced moisture content of less than 1%. The high temperature of the superheated steam (>300°C) and high surface area created by the grinding process simultaneously grinds the material and evaporates the moisture. There are certain conditions that must be met in order to make this a successful process – the material must be free flowing enough to feed into the mill, or must be injected into the mill via a nozzle. This process is still new and undergoing testing in our laboratories, but the advantages and applications are clear!
Real Results in Real Life Applications
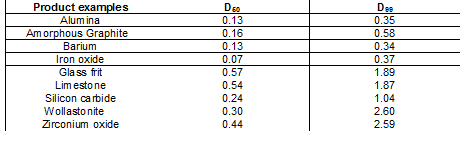
Several steam fluidized bed jet mill systems on a production scale have been installed worldwide, including state-of-the-art testing facilities in Germany and Japan. A wide variety of products are being processed and the results are impressive. Here are a few examples:
Finely-Ground Amorphous Graphite - Grinding graphite with a d99 of less than 4 µm by conventional dry milling (and also wet milling) has been problematic. With this technology, it is now possible to obtain particle sizes significantly below D99 ~ 1.0 µm.
Ceramic Materials - A full range of ceramic materials are now being processed. These include aluminum oxide, zirconium oxide, silicon carbide, and calcium carbide to name a few. As an example, aluminum oxide with conventional dry milling can result in a fineness of about 2.3 µm (d99). We are now able to reach d50 = 130-140 nm with a d99 of .340 to .350 nm.
Other Applications - Among the other materials that have been tested and processed are ceramic pigments, iron oxide, silica, various battery materials, titanium dioxide, glass, and activated carbon. Prior to the integration of steam in a fluidized bed jet mill, particle size distributions such as these could only be achieved by wet grinding.
Truly, certain results seen with this new process have led researchers and engineers to rethink the application of their products in the field. New materials have been created as a result of this revolutionary technology. And with these new materials, come new markets, and new opportunities.
Secret of Success
The results show that, with this technology, it is now possible to achieve particle sizes in the nanometer range with dry processing. Previously this only could be achieved by wet grinding. However, the disadvantage of wet grinding is the added equipment and energy required for drying when a dry product is required.
Steam jet milling provides the ability to grind solids to a higher fineness because of the increase in kinetic energy. However, the precise control of the milling process itself is only possible when a grinding mill has an internal classifier. The classifier controls the particle size by not allowing material to leave the grinding system unless the particle size reaches the correct fineness. The performance of a conventional classifier operating in air is limited to a d97 of approximately 2 µm. This, of course, varies with the material properties, such as specific gravity. However, we are grinding to a much higher fineness than this in steam. How then can we control the classification process to produce a finer product?
The solution again lies in the actual grinding medium - steam. There are two forces acting on particles in a classifier field (see Figure 2). These are mass force and drag force. Mass force - which in the case of a dynamic classifier is a result of centrifugal force - tends to move particles to the coarse fraction – away from the classifier field and back into the grinding process. Drag force – which is a result of the fluid medium transporting the particles - tends to move particles through the classifier field to the fines fraction where they are discharged with the fluid medium. The gas properties of steam allow for finer particle sizes to be produced by influencing these forces. As mentioned above, steam has a much lower dynamic viscosity and density than air and a higher speed of sound than air.
The higher speed of sound in steam results in a significantly higher peripheral velocity of the gas flow within the classifier (at the same classifier speed). This increases the acceleration of the particles in the classifier field. For example, if the peripheral velocity increases from 200 to 300 m/s, the equivalent effect of the mass force on the particles is a relationship of the square of the difference. Therefore in this example the mass force on the particles is increased by a factor of 2.25, moving the cut size to a finer range by that same factor.
The reduced dynamic viscosity reduces the drag force on the particle. Drag force tends to move the particle to the fines fraction. Reducing the drag force lessens the tendency to drag coarser particles to the fine fraction, also moving the cut size to the finer range. Combined, these two factors reduce the median particle size of the product by a factor of 0.3 times finer or more. This means – if your air jet mill is capable of making your product to a fineness of 1.0 µm, it is now possible to make that same product to a fineness of 0.3 µm or even finer using a steam fluidized bed jet mill! The forces acting on the particles are really quite simple – but the result is dramatic. The use of dry grinding technology to reach particle sizes below 200 nm opens a whole new world of opportunities for businesses seeking to expand their product offerings.
Steam Jet Milling Is Greener
Steam is the oldest utilization of thermal energy known to humankind, and is the driving force of almost all energy production worldwide. In 2012, about 87% of the electrical energy in the U.S. was generated by large power plants (coal, gas, and nuclear). Large power plants operate on average with a degree of primary energy efficiency of around 40%. Transformation and line losses cause an additional loss of about 10%. Therefore when the electricity arrives at the plant, it has a degree of efficiency (compared to the primary energy) of about 36%. When you factor in compressor efficiency, which is about 45%, the overall energy is only about 16% from primary energy to kinetic (grinding) energy in the mill. By using steam directly, the process becomes two or three times more energy efficient. Grinding with steam is greener.
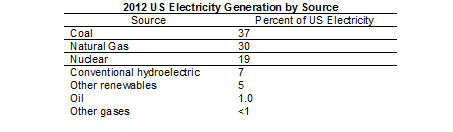
U.S. electrical energy generation by source
The Future of This Technology
The needs of companies developing dry materials in the nanometer size range can be met with the use of steam jet milling technology. Steam jet milling technology can apply to ceramics, alternative energy, optical glass, pigments, and industrial minerals markets. And new markets will be developed based on this new technology.
Further developments in grinding are always possible and are ongoing, but steam jet milling in a mill with an integrated dynamic air classifier is the pinnacle (for now) in dry grinding technology. Equipment manufacturers are constantly challenged to find new methods of producing finer and finer materials, and doing this with increased energy efficiency.

Netzsch s-JET System
Stephen Miranda is sales director, Netzsch Premier Technologies LLC, Exton, PA, a North American subsidiary of the globally operated group of Netzsch companies. Netzsch is a leading manufacturer of grinding, mixing, dispersing, kneading, deaeration, classifying, press and laboratory equipment. Netzsch provides both wet and dry size reduction solutions for processing solids in the nanometer particle size range, and is the exclusive supplier of Condux parts, service, and upgrades. For more information, visit www.netzsch.com/gd or call 484-879-2020.
For related equipment reviews, articles, and news, visit our Size Reduction Equipment Zone
Click here for information about the International Powder & Bulk Solids Conference & Exhibition
You May Also Like
Editor's Choice



.svg?width=800&auto=webp&quality=80&disable=upscale)