
Sign up for the Powder & Bulk Solids Weekly newsletter.
Using Laser Diffraction to Quantify Fines and Coarse Particle Content
August 24, 2009
7 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Using Laser Diffraction to Quantify Fines and Coarse Particle Content")
Paul Kippax, PhD
In many solids handling industries, laser diffraction is now the method of choice for particle size measurement. Fast and nondestructive—and with the most advanced systems, also highly automated—
it is suitable for a wide array of materials. This article looks at how laser diffraction works and the advantages it offers. Its use to detect oversized particles and fines is illustrated using examples from the pigment and pharmaceutical industries, respectively.
Introducing Laser Diffraction
When a collimated laser beam is passed through a sample, it is scattered by any particles or droplets that are present. Small particles scatter the laser light at wide angles, while large particles scatter at a narrow angle relative to the incident beam. The result is a diffraction pattern that uniquely correlates with the particle size distribution of the sample. Measurement of the scattered light intensity as a function of angle, followed by analysis of such data using a mathematical model, allows the size distribution of the sample to be calculated. The best systems use the Mie theory of light, allowing both the particle size and quantity of material at different sizes to be assessed.
Laser diffraction is an ensemble sizing technique: it measures the size distributions for thousands of particles passing through the laser beam rather than measuring each particle individually. Another important feature is that it produces volume-based, rather than number-based particle size distributions. The distribution curve shows the volume of material in each size fraction and is therefore particularly sensitive to the presence of even a small number of large particles.
Laser Diffraction Technology
Modern laser diffraction systems make it easy to access the full capabilities of the technique. Those with a wide dynamic range can be used to track processes such as milling and granulation, as well as analyze many different materials. Standardized procedures reduce user-to-user operability and, combined with automation, minimize the manual input and expertise required to obtain reproducible data.
Automation and speed of analysis are together responsible for the growth of laser diffraction from the laboratory into the operating environment. Rugged process systems can now provide the reliability needed to operate continuously in challenging conditions. Being able to use the same analytical method at the research stage, through lab and pilot scale development, for real-time process monitoring and for quality control has significant attractions.
The following case studies show two applications of laser diffraction that demonstrate its ability to clearly identify the percentage of material in different size ranges under different conditions. A Mastersizer 2000 particle size analyzer was used in these studies.
Detecting Agglomeration in Ink Dispersions
Pigmented ink-jet inks are becoming more widely used, especially for applications that demand durability and water resistance. Their manufacture is a two-stage process that begins with wetting and dispersion of the pigment in a mobile phase, and concludes with milling. Milling eliminates oversized particles that can lead to nozzle blockage, defect formation in the printed film, and inconsistent color densities. A particle size of 200 nm or below is usually the target.
|
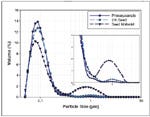
Figure 1: Particle size distribution data for ink dispersion containing different (known) levels of coarse (0.5 to 5 μm) particles |
|
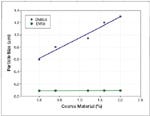
Figure 2: Contrasting Dv99.5 and Dv50 as the amount of coarse material in an ink dispersion is increased up to 2%. |
Studies were carried out to assess the ability of laser diffraction to accurately quantify the amount of oversized material in an ink sample. Seed material with a defined concentration of particles in the 0.5–5-µm range was doped into a primary ink dispersion to produce a sample containing known levels of coarse particles. Fig 1 shows particle size distributions for the primary dispersion, the seed material, and a mixture of coarse particle content of around 2% by volume. The presence of the seed material is evident.
|
Figure 3: Assessing the impact of storage on the particle size of an ink dispersion. |
|
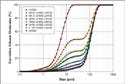
Figure 4: Size distributions measured for different proportions of fine (LH300) and coarse (LH100) lactose. |
|
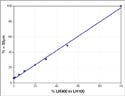
Figure 5: Graph showing the change in the percentage volume less than 30 μm as a function of the proportion of fine material (LH300). The laser diffraction system responds linearly in this case. |
Here the requirement was for a quantitative method that would rapidly and easily differentiate between samples on the basis of coarse particle content. Detection of the coarse material was achieved by monitoring the Dv99.5 (the particle size below which 99.5% of the population lies). Fig 2 shows how this parameter, along with the median (Dv50) particle, varies as the coarse particle content is increased up to 2%. As can be seen, the Dv99.5 changes almost linearly as a function of the coarse particle concentration, and therefore provides a good means of detecting the presence of agglomerates. The Dv50, however, remains relatively unchanged, confirming the importance of measuring the entire size distribution rather than a single point value. Care must be taken when using percentiles such as the Dv99.5 because the measurement reproducibility will be dependant on sampling efficiency. However, sampling errors tend to be low when the particle size is very fine (<10 µm).
For these inks, post-production stability monitoring is essential because the particles tend to agglomerate. Fig 3 contrasts the particle size of milled product with that of the same material stored for three days. The broadening of the submicron mode and the formation of larger particles (>1 micron in diameter) indicate that agglomeration is occurring, thereby increasing the risk of poor performance. This indicates the practical application of the sensitivity of the laser diffraction technique, as described above.
Powder Blend Characterization
The broad dynamic range of the laser diffraction technique lends itself to the assessment of the properties of powder blends. Within the pharmaceutical industry, lactose is widely used as an excipient. For dry powder inhalers (DPI), lactose often acts as a carrier for the active pharmaceutical ingredient (API). Doing so creates a formulation with the required flow properties and the necessary bulk to ensure accurate dosing. During inhalation, the API detaches from the lactose dispersing to a size suitable for deposition in the lung. The fines content is used by formulators to tailor the properties of a DPI lactose-based blend. Low levels of lactose fines promote powder flow and are also believed to aid dispersion of the API during drug delivery.
A series of lactose samples were produced by blending a coarse lactose grade (LH100 –Friesland Domo) with fine lactose (LH300– Friesland Domo). Fig 4 demonstrates the ability of laser diffraction to accurately detect the level of fines in each blend, down to a ratio of 1:99, fine to coarse. The linear response to changes in fines concentration (see Fig 5) shows this would be an excellent method of quality control for this application, assessing blend properties.
Conclusion
Laser diffraction is a rapid, non-destructive technique for particle size measurement. Modern laboratory systems are fully automated and flexible, providing reproducible and accurate volume-based distributions for emulsions and suspensions, as well as dry powders. The availability of rugged options for the process environment means that laser diffraction can be used at every stage: from early research through lab and pilot scale development, for real-time monitoring and for quality control. The ability of the technique to accurately quantify the amount of under or oversized material in a sample makes it particularly valuable when performance is compromised by the presence of fines or coarse material and gives greater insight into product behavior.
Paul Kippax, PhD, is product manager, diffraction systems, Malvern Instruments Ltd. (Worcestershire, UK). Malvern provides a range of particle analysis and rheological instrumentation that delivers interrelated measurements reflecting the complexities of particulates and disperse systems, nanomaterials, and macromolecules. For more information, visit www.malvern.com.
You May Also Like
Editor's Choice



.svg?width=800&auto=webp&quality=80&disable=upscale)