


Sign up for the Powder & Bulk Solids Weekly newsletter.
Considerations for Point Level Monitoring of Powder and Bulk Solids
November 23, 2009
8 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Considerations for Point Level Monitoring of Powder and Bulk Solids")
By Joe Lewis
|
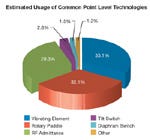
Figure 1: Estimated usage of point level technologies |
The use of point level monitors for powder and bulk solids in modern industry dates back to at least 1934. These devices, also known as bin level indicators, are quite resilient. This exemplifies the importance of point level monitors. So what is point level monitoring?
Point level monitoring is monitoring for the presence or absence of material at a predetermined point within a bin, silo, or other vessel. This can include powders, granular, or other forms of bulk solids in storage or a processing application. The use of sensors to detect the presence or absence of material is commonplace and there are many choices of technologies (Figure 1). High-level detection prevents overfilling and controls fill shutoff. Low-level detection prevents material outages.
The selection of a point level sensor technology is impacted by many factors. The most common are:
* Temperature
* Mounting Location
* Bulk Density
* Particle Size
* Dielectric Constant (εr)
* Corrosion/Abrasion
* Material Buildup
Temperature
The most commonly used sensors are in contact with the material being monitored. The temperature inside the bin and the ambient conditions surrounding the sensor outside the bin can impact the choice of technology, brand, and version within the technology category.
|
Table 1: Typical internal bin and ambient temperatures for common point level technologies. |
Temperature affects electrical/electronic components and the use of nonmetallic wetted parts (materials in contact with the material). Internal bin and ambient temperature extremes are what you need to know. Each sensor considered should clearly state these temperature limits.
The technology with greatest range of temperature capability will typically be the mechanical and electromechanical technologies. Refer to Table 1.1
This data is synthesized from the specification for standard versions of devices from a variety of brands. Generally, all of these technologies will be acceptable for 80% of the point level applications in powder and bulk solids. Other selection criteria will typically be used to make a final choice. The application must fit within the temperature limits of the chosen technology.
Mounting Location
Your choice for a mounting location should consider physical size of the sensor, accessibility, material flow, and surrounding equipment. Take care that the sensor fits. You may need to relocate a sensor or chose something different. Small bins require a compact sensor because of physical limits. Capacitive proximity switches are great for compact mounting needs.
Top-mounted sensors that use rigid extensions require headroom for installation and removal. Flexible extensions or side-mounting can be solutions. Flexible extensions are available with rotary paddle, RF admittance, and vibrating element technologies.
One final point regarding sensor mounting location is in regards to devices mounted on the bins in proximity to where the point level sensor will be mounted. An example is to avoid locating the sensor near an industrial vibrator. Vibrators fluidize the material in the bin to promote flow. They introduce force into the material through the bin wall. This can be destructive to sensors mounted too close. Consult with the sensor manufacturer.
Bulk Density
This material attribute is defined in terms of weight per volume. Most commonly it is referred to in units of lb/cu ft, g/cu cm, and kg/cu dm. These terms all refer to density of the bulk material. The bulk density of the material to be monitored can impact technology choice. The higher the bulk density, the more probability there is for physical damage to invasive sensors. Side loading from shifting or flowing material or falling material can damage some sensors.
Vibrating element level sensors are sensitive to falling material and side loading. The manufacture and design has improved in the last 15 years, but this technology is best used in low-level applications when material density is <45 lb/cu ft. Specific mounting instructions must be followed if you use vibrating element sensors in low-level applications, including the use of a protective baffle over the sensor.
High-level applications can also be hazardous to some technologies. Side-loading from shifting and flowing material should be considered. Use of top-mounted rotary paddle units with extensions >2 ft should use a protective guard. Some technologies may suffer from inconsistent operation or failure if the material density is very low. Consider lightweight materials such as aluminum shavings, sawdust, dust collector hoppers, corn bran, various cereals, expanded polystyrene beads, potassium chloride, soybean hulls, oat hulls, and untreated fumed silica. Powders usually are aerated due to pneumatic conveying and this lowers bulk density at the top of the pile since the powder has not yet packed. Vibrating element sensors may prove best as some can detect materials as light as <1 lb/cu ft. These low bulk density materials can be problematic.
Particle Size
Generally speaking, the larger the particle the more destructive it can be to a level sensor. This doesn’t diminish the impact heavy powder can have when falling directly on a sensor. The destructive potential of falling or shifting rock size materials is easily imagined. A not-so-obvious impact results from the space created between large particles. A small amount of contact between material and the sensor can occur. This may be a problem for some RF admittance sensors that rely on bulk density or material dielectric for operation.
Fine micron size powder presents a different image. Imagine the difference in density between a wood and aerated saw dust. A powder is a mixture of micron particles and air. The air doesn’t escape until the powder settles. Monitoring a lightweight powder in a high-level condition (backup protection in hopper of a dust collector) means the powder is aerated and this must be taken into consideration. Vibrating element sensors tend to be the best choice.
Dielectric Constant
|
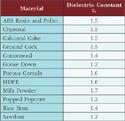
Table 2: Examples of low dielectric constant materials 2 |
|
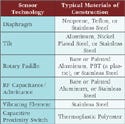
Table 3: Typical wetted part materials of construction |
Dielectric constant is also known as the relative static permittivity, or εr. This material characteristic (refer to Table 2 for examples) is important when considering any RF devices looking for circuit changes as a result of the material being present at the sensor. The lower the εr, the more sensitivity is required of the sensor. Many low εr materials are also lightweight. Vibrating element sensors are a good choice, depending on bulk density.
Corrosion/Abrasion
Corrosion and abrasion impact the wetted parts. These are parts that are in contact with the material. Most sensors have good compatibility with the materials they will contact. Most sensors use stainless steel for wetted parts, which has good corrosion and abrasion resistance. Standard wetted parts typical for common sensor technologies are shown in Table 3.
Good desk references for material compatibility should, with various chemicals and other items, include the NACE Corrosion Engineer’s Handbook and the ASM Handbook of Corrosion. Both are available from Amazon and can assist if you suspect a problem with your material.
|
Table 4: Sensitivity of sensor technology to material buildup |
|
Table 5: Technology selection guide |
Regarding abrasion, if you Google this topic you will not see any obvious reference material. However, abrasion is important to consider because some materials are far more abrasive than you might expect. One example is whole corn. I have seen a ½-in.-diam stainless-steel probe sharpened to a point by the abrasive nature of whole corn in a low-level application. This is due to abrasion from the grain flow around the probe. Abrasion resistance for low-level applications should be considered if your material might be even somewhat abrasive. Consult your sensor supplier and take advantage of their experience.
Material Buildup
Possible material buildup on an invasive probe needs to be considered. Some technologies rely on contact of material to properly operate. If material adheres to the probe it may result in a false indication of material presence, unless the sensor has the ability to ignore such buildup. Table 4 provides guidance on sensor technology sensitivity to material buildup.
Consult with your sensor supplier about material buildup issues if this is a concern. Any technology with high sensitivity should not be used for applications with sticky material unless the manufacturer is consulted and agrees. Vibrating element sensors and diaphragm switches are the most sensitive.
Point Level Sensor Review
Table 5 provides a general overview and selection guide of sensor technology based on common application parameters.
Joe Lewis is the managing director of BlueLevel Technologies Inc. (Peru, IL). He has a BSEE, an MBA, and over 35 years of experience in process measurement and control instrumentation along with decades of experience in level measurement and monitoring of powders, bulk solids, and liquids. He is a regular contributor of technical articles and an industry expert contributing editorial columns and blog posts within the powder and bulk solids industry. He can be reached at [email protected]. For more information, visit www.blueleveltechnologies.com
1 Some versions within the differing brands may provide some improvement or special versions.
2 Actual dielectric constants may vary. This data is from commonly available industry references. Consult your chosen supplier.
3 Some tuning fork versions only.
You May Also Like
Editor's Choice



.svg?width=800&auto=webp&quality=80&disable=upscale)