

Sign up for the Powder & Bulk Solids Weekly newsletter.
Increasing SO2 Removal Efficiencies in Dry Sorbent Injection Systems
March 31, 2010
13 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Increasing SO2 Removal Efficiencies in Dry Sorbent Injection Systems")
By Tom Patnaik & William Brown
Hosokawa Micron Powder Systems
More than half the electric power used in the United States is generated by coal-fired power plants, consuming about a billion metric tons of coal a year that emit about a third of the SO2 gas from all sources. As such, the roughly 1500 coal-burning power plants are the single biggest polluters of this acid-rain causing gas. Conversion from coal to biomass is a growing trend, but the problem of emission of green-house and acid-rain gases such as CO2, SO2, and mercury from power generation or from other industrial coal-burning applications, are an ever-present and growing danger to our way of life. With increased scrutiny as of late on the human-hand in global warming and with the move toward “going green”, the Environmental Protection Agency (EPA) is expected to come up with regulations on limiting green house gas emissions, and the United States Congress is expected to pass legislation on what has come to be known as “cap and trade” and “carbon tax” laws, which would allow current polluters, such as utility companies, some leeway in how they manage the many pieces of this multifaceted problem.
Over time, several industrial equipment manufacturers have developed equipment and systems that address one or more aspects of this issue. Given its complexity, flue gas desulfurization (FGD) is usually handled in two-stages: removal of fly-ash and then the SO2. This article focuses on this second aspect of FGD and examines the use of an innovative grinding system that dramatically increases the efficiency of SO2 removal, thereby bringing cost savings to the many utilities that use this system.
Overview of FGD
While FGD has been around in England since before World War II, its evolution in the United States and Japan into large-scale commercial FGD systems has occurred mostly since the 1970s. The technology for FGD has broadly been:
* wet-scrubbing systems
* wet sulfuric acid systems
* spray-dry scrubbing systems
* dry-sorbent injection systems
Even if the chemistry behind each system is more or less the same, using a sorbent (usually limestone, lime, or carbonates of sodium) to react with and remove the SO2, each has its own benefits and disadvantages. Wet-based systems using sorbent slurries still constitute the vast bulk of FGD systems in use today, whereas dry-sorbent injection (or DSI) or spray-dry scrubbing systems account for about 20%. However, recent trends have pointed many power producers away from wet-based systems toward DSI systems, largely due to the extra complexities, concerns, and costs associated with the postreaction handling and treatment of the waste water and reaction by-products of wet-sorbent systems.
Elements of a Dry Sorbent Injection (DSI) System
A Dry Sorbent Injection (DSI) system is, as the name implies, a dry process in which a sorbent is pneumatically injected into the furnace or ducting downstream of where the coal is combusted and flue gas produced. The dry waste product of reaction is removed using particulate control, such as an electrostatic precipitator or dust collector.
While somewhat higher sulfur dioxide removal efficiencies can be achieved using wet scrubbing, with removal rates greater than 90%, DSI systems come with two distinct advantages. First, the capital cost of DSI systems is much lower compared to wet scrubbers or semidry systems. Second, DSI systems take up much less space, which is especially important when considering retrofit or upgrades to existing systems.
Traditionally, DSI systems can achieve removal efficiencies as high as 80%. However, for quite a number of smaller industrial applications, we can expect removal efficiencies greater than 90%. With further adjustments to the process, higher removal efficiencies can be achieved, thereby using even less reagent.
Sodium Sesquicarbonate (Trona): the Future of FGD in the United States
Two primary sorbents are utilized in DSI systems: sodium sesquicarbonate, or trona, and sodium bicarbonate. Trona, a naturally occurring mineral, is mined from a vast formation in the Green River, WY area and certain areas of California.
Sodium bicarbonate, on the other hand, is a chemical compound primarily manufactured using the Solvay Process. This salt is obtained from a reaction of calcium carbonate, sodium chloride, ammonia, and carbon dioxide in water.
There are several notable differences between these materials. First, sodium bicarbonate, simply put, is more effective in removing sulfur dioxide emissions than trona. Hence, less sodium bicarbonate is required for an equivalent removal. Next, sodium bicarbonate, however, is much more expensive in the United States. Finally, trona, as noted earlier, is a naturally occurring mineral in the United States, so it is in abundant supply. However, for plants outside the United States, logistical costs may prohibit its use despite the fact that trona is approximately half the cost of sodium bicarbonate for an equivalent particle size.
Particle Size: the Impact on SO2 Removal Efficiency
The effectiveness of sulfur dioxide reduction is based on the following factors, in no particular order: sorbent injection rate;
sorbent residence time in flue gas stream; sorbent penetration and mixing with flue gas; particulate control device, such as a dust collector or electrostatic precipitator; flue gas temperature; and sorbent particle size.
The DSI System
As a particle is broken down into smaller pieces, its net surfaces area increases, which in turn increases the particle’s ability to react with its environment. Therefore, sorbent particle size has a direct impact on sulfur dioxide reduction, as smaller particle size sorbent contributes to greater reaction with sulfur dioxide and hence further reduction. In order to achieve the new level of fineness required, an air classifying mill (ACM) is an excellent choice for effective and efficient size reduction of either trona or sodium bicarbonate for dry sorbent injection systems.
|
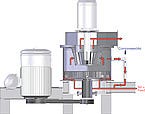
Hosokawa ACM Flow |
Features of the air-classifying mill include high tip speeds in the range of 115 m/s and that the system is ACM equipped with an internal dynamic air classifier which controls particle top size. Also, as the name suggests, this is an air-swept mill. Airflow is an extremely important parameter that affects size reduction and classification efficiency. It also serves to cool the material being processed. Everything else being equal, the amount of airflow as compared to a pin mill is higher. Therefore, there is a natural cooling effect and a lower product outlet temperature can be achieved.
The main principle of this mill type is to use air to convey material to the mill, classify the product into a fine and coarse fractions, convey the fines out of the mill, and then return the coarse fraction to the grinding chamber for further size reduction. This is a continuous process. The unique feature of this type of mill is that the classification step takes place inside the mill and is not a separate or external operation. This design allows these mills to be relatively compact. The primary airflow is introduced from underneath the main rotor disc.
Material is introduced into the grinding chamber at the grinding zone and is impacted by the rotating hammers. Processed material is then carried by the air stream to the classification zone. Correctly sized material passes the classifier and exits the mill at the top. Oversize material is rejected by the classifier and is returned to the grinding zone. The grinding and classification zones are normally separated by a shroud and baffle assembly.
|
Differential Volume |
Shown here is a size distribution curve of trona, produced by an air-classifying mill. Particle size was measured using a laser-diffraction analyzer, the method of which is laser light scattering, and produces a probability density function as shown. This actually represents the smallest particle size achieved and supplied for this application. As the graph shows, this application required a product with a median particle size, or D50, of approximately five µm, with a D90 or nominal top size of 10.6 µm. This is a typical curve, or profile, generated by an air classifier mill. Note the steep coarse tail. This is a feature of the air classifying mill. By utilizing an internal dynamic classifier to control particle top size, a narrow particle size distribution can be achieved.
|
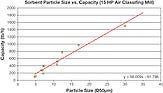
Scale Up |
The Scale Up graph shows the effect of particle size on energy requirement. In other words, the relationship between particle size (in this case, median particle or D50) versus capacity of a 15 hp air classifying mill. This graph more or less shows the full workable range of an air-classifying mill. For dry sorbent injection applications utilizing an air classifying mill, most common particle size ranges are in the 10 to 20 µm median size range. However, in recent years there has been an increase in demand for finer grades of sorbents. In the case of the particle size distribution outlined in the previous slide with a median size of 5.2 µm, a 15-hp mill can achieve on average 100 to 120 lb/hr. However, for a 15 µm median product, throughput dramatically increases between six- to seven-folds, to almost 750 lb/hr.
The energy requirement can be expressed differently, in terms of output of product per unit of grinding energy input. Energy input is electrical energy required for grinding, in terms of hp or kW. Output can be expressed in terms of lb/hr or kg/hr. In producing a 5.2 µm material, for example, approximately 7 lb/hp•h can be obtained. However, in the case of the 15 µm median material, 50 lb/hp•h is achieved, indicating that the particle size of the product has a significant effect on capacity. A 20 µm median-sized sorbent requires almost double the energy than a 30 µm product. As end-products get smaller, the increase in specific energy required gets steeper.
While a finer sorbent particle size increases sulfur dioxide removal efficiency, it is done so at a cost. The plant would require less 20 µm product than 30 µm product to remove nearly the same percentage of sulfur dioxide, but the energy requirement is higher to do so. So, in fact there exists a trade-off between particle size, the amount of material required (hence material costs), and operating costs. The trick is to find the point where particle size, energy input, and sulfur dioxide removal is optimized—the “sweet spot” where utilities must operate.
|
ACM Particle Size |
The final graph shows the relationship between sorbent particle size and sulfur dioxide removal efficiency. The graph is based on data compiled from a multitude of lab tests as well as real-life field results or feedback received from customers utilizing air classifying milling technology. On the x-axis is particle size, referred by the term D90, the size (expressed in µm) at which 90% of the particles are finer than. On the y-axis is sulfur dioxide removal efficiency. The data shows, with finer particle size distribution, sulfur dioxide removal efficiency increases. Traditionally, power plants have utilized coarser grades of sorbent, mostly in the D90 range of 75 to 100 µm. For these applications, removal efficiency is low as compared to other types of FGD systems. However, when injecting finer sorbents, say in the 20 to 30 µm D90 range, removal efficiencies approach alternate technology results.
In a typical ACM size reduction system for dry sorbent injection feed, material is transported from rail cars or trucks to one or more feed silos that hold a campaign of material. The feed metering system typically includes a screw conveyor, which meters the material into the air classifying mill, as well as a rotary airlock which serves as a suction/pressure isolator. Air inlet filters are recommended to avoid contaminates. The ground sorbent is conveyed from the air classifying mill by means of a material handling fan and is injected at a controlled rate into the flue gas stream. Once reacted, the reaction product and the de-sulfurized flue gas go to the dust collector where the solids are captured and cleaner gas is emitted out of the exhaust stack.
Results & Conclusions
It is certain that governmental regulations are forcing lower and lower emissions standards. It is a matter of time before new, tighter regulations are set or, more importantly, new legislation is enacted. DSI systems have demonstrated significant advantages over other incumbent technologies and may be a lower capital cost alternative for sulfur dioxide reduction.
Evidence has shown that reagent particle size greatly affects sulfur dioxide removal efficiency. Utilizing finer-sized sorbents may drive capital and materials costs even lower, with less quantities of sorbent being required to meet removal efficiency. An air-classifying mill is an excellent choice for continuous, energy-efficient production of very fine particle sizes and hence higher removal efficiencies. Higher sulfur dioxide removal efficiencies go hand-in-hand with further tightening of emissions standards.
William (Bill) Brown is the division manager of the Chemicals & Minerals Group of Hosokawa Micron Powder Systems, the North American division of the Hosokawa Micron Group, responsible for sales and engineering functions. Hosokawa Micron is the global leading provider of powder and particle processing solutions for size reduction, classification, mixing and drying applications. Brown has worked in the powder processing industry for 18 years. He holds a BS degree in Mechanical Engineering from Rutgers University and MBA from the University of Richmond.
Tom Patnaik has been involved in sales & marketing of process equipment systems, including filtering and sedimenting centrifuges, pressure and nutsche filters, EMI/RFI shields, electrostatic control rods, mixing, drying, and size reduction equipment to the life sciences, chemicals, and other industries for almost 20 years. He has had half a dozen papers published in professional journals and publications, and has advanced degrees in mechanical engineering including an MBA. You may address any questions or comments to Patnaik at [email protected].
You May Also Like
Editor's Choice



.svg?width=800&auto=webp&quality=80&disable=upscale)