
Sign up for the Powder & Bulk Solids Weekly newsletter.
February 8, 2011
4 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "High-Efficiency Horizontal Dust Collection")
By Bart Eggert, Aerodyne
|
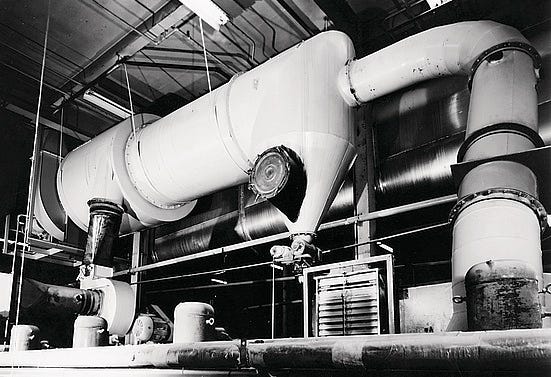
An Aerodyne SplitStream dust collector is mounted horizontally above a flash dryer. The space-saving measure of suspending the unit from the plant ceiling greatly reduced the customer’s original installation cost estimates. |
Cyclone dust collectors have long remained the industry standard for separating particulate from the air in manufacturing. This type of mechanical dust collector is favored because of its low initial cost, reliability, and virtually maintenance-free operation. One of the biggest challenges to designing a manufacturing process is choosing an effective dust collection system that will fit the limited available plant space. Low ceilings pose a challenge for high-efficiency cyclones due to their long tapered bodies. In many cases the dust collector must be placed outdoors or partially protruding through the roof. This can be an unfavorable arrangement and alternative installation methods are limited. While placing a cyclone dust collector horizontally is not a new concept, the result is usually a substantial loss of efficiency due to particulate settling on the side of the collector and being carried out with the exhaust gas.
New innovations in high-efficiency cyclone design are offering an effective alternative to conventional vertical cyclones. Horizontal dust collectors utilizing a secondary gas stream present a marked improvement over typical cyclone dust collectors. This unique “counter-cyclonic” design utilizes a powerful secondary air stream to direct collected material toward the collection hopper. This design feature allows the dust collector to be installed horizontally with virtually no loss of collection efficiency.
As the dirt-laden gas stream is drawn in to the collector, it passes through a stationary spinner that imparts a rotational flow and forces particulate toward the walls of the collector. A powerful secondary air stream is injected into a manifold where it enters the separation chamber through a series of nozzles. The secondary air stream intercepts the collected particulate and carries it to the hopper. Because this design does not rely on gravity to bring the dust to the hopper like conventional cyclones, its operational efficiency is not affected by horizontal installation.
The flexibility to install a cyclone dust collector horizontally comes with several benefits.
|
Horizontal SlipStream dust collector by Aerodyne |
Space Savings. The most obvious benefit to installing a dust collector horizontally is the saving in valuable shop floor space. A properly supported collector can be hung on an exterior wall or even suspended from a ceiling. This conserves the space below for additional work space, machinery, or controls.
Cost Savings. Installing a standard cyclonic dust collector outdoors typically entails pouring a large concrete pad for support and in some cases building a shelter to protect it from the elements. In order to fit a tall vertical cyclone inside a plant it is sometimes necessary to cut a hole in the roof to allow it to protrude through. The roof must then be sealed around the collector to prevent leaks. This procedure is extremely time consuming and expensive. A horizontal cyclonic dust collector installed indoors will have a longer service life and, typically, far smaller installation costs.
Safety. Required maintenance on a horizontal dust collector can be performed at far less a risk than traditional vertical collectors. A horizontally installed dust collector does not require the same tall scaffolding to reach access doors or ducting as vertically installed collectors.
Process Improvements. Hot process gases exiting a plant to a dust collector outside in cold weather is a recipe for trouble. Condensation poses a major problem for dust collection systems as moisture present in dust collection systems causes dust buildup, resulting in decreased operating efficiency as well as maintenance and cleaning issues. The ability to place a dust collector in a controlled environment can help to avoid many of these problems and improve process reliability and efficiency.
Bart Eggert is product manager for the Aerodyne Div. of Abanaki Corp., Chagrin Falls, OH. He has been a specialist in solving dust collection and dry material handling problems for many years, including the application of products such as cyclone dust collectors, airlock valves, knife gate valves, rotary valves, and other low-cost, low-maintenance material-handling valves. He can be reached at 440-543-7400 or [email protected]
You May Also Like
Editor's Choice



.svg?width=800&auto=webp&quality=80&disable=upscale)