Illinois Blower Rebrand and Merger
BusinessIllinois Blower Rebrands and Merges SubsidiariesIllinois Blower Rebrands and Merges Subsidiaries
The move provides clients with all-encompassing solutions for their air moving needs.

byStaff
.svg?width=700&auto=webp&quality=80&disable=upscale)

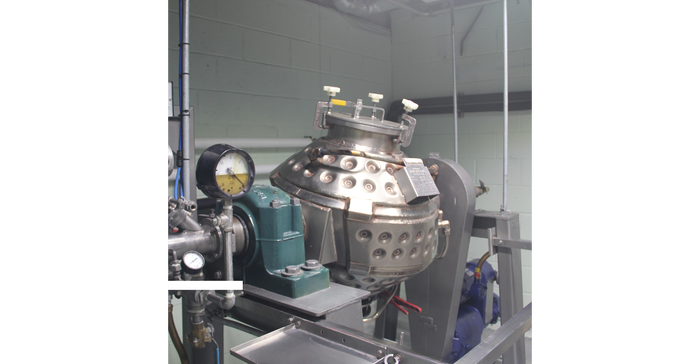






 dryers")

























Editor's Choice



.svg?width=800&auto=webp&quality=80&disable=upscale)
Sign up for the Powder & Bulk Solids Weekly newsletter.