Industrial Feeders
gravimetric feeder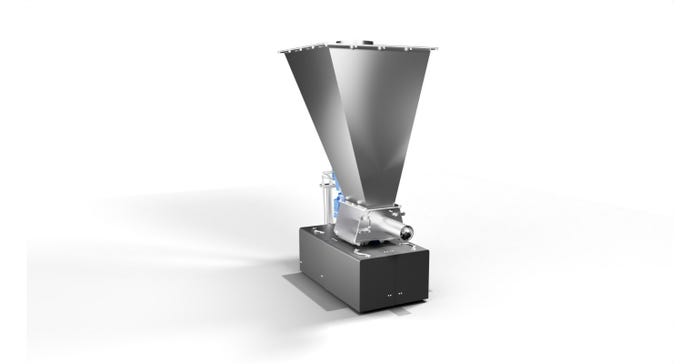
Industrial FeedersThayer Scale Introduces New Gravimetric FeederThayer Scale Introduces New Gravimetric Feeder
Compact, easy-to-clean feeder provides responsive feed-rate control and accuracy.










.svg?width=300&auto=webp&quality=80&disable=upscale)























Editor's Choice


.svg?width=800&auto=webp&quality=80&disable=upscale)
Sign up for the Powder & Bulk Solids Weekly newsletter.